✄ Cómo cortar y dividir un modelo 3D STL 💥 FÁCIL Y RÁPIDO💥 En este video vamos a ver como dividir o cortar un archivo STL, 3MF… en 2 o varias partes de una forma muy rápida. Gracias a la herramienta de corte disponible en Bambu Studio, podremos realizar cortes de varias formas.
Corte liso
Corte liso + encastres o sistema de machihembrados
En este video os enseñamos como añadir textos o letras a nuestras piezas de una forma muy sencilla. Podremos añadir grabados, pieza + grabado a otro color, texto saliente o texto cortado.
Para ello, utilizaremos la herramienta de Bambu Studio que es muy muy fácil de utilizar.
Diferencias fácilmente visibles en un nuevo modelo 3D de calibración de flujo [Fuente: Fabbaloo]
Hay un nuevo calibrador de flujo interesante disponible que parece funcionar mejor que otros.
La calibración del flujo ha adquirido mucha más importancia en los últimos años. Con equipos más avanzados capaces de imprimir piezas de precisión, la calidad del filamento importa mucho más que antes. Esto también se aplica al caudal, que determina la cantidad de material que se extruye.
Si el caudal es demasiado alto, se verán manchas y trozos adicionales en la impresión, lo que estropeará la calidad de la superficie. Si es demasiado bajo, se verán huecos que no solo podrían estropear el acabado, sino también debilitar la pieza. El caudal es muy importante.
Antes, la calibración del caudal adecuado para una impresora 3D determinada y la combinación de materiales era un proceso bastante manual y muy pocos operadores de impresoras 3D se molestaban en hacerlo. Sin embargo, con la introducción de funciones de calibración automatizadas en SuperSlicer, las cosas cambiaron.
SuperSlicer introdujo varias rutinas de calibración para ajustar la temperatura, el caudal, la retracción y más. Estas funciones fueron tan populares que fueron adoptadas por otras cortadoras, la más notable de las cuales fue OrcaSlicer.
He utilizado las funciones de calibración de OrcaSlicer muchas veces y siempre ayudan a refinar la calidad de impresión, particularmente cuando se utiliza filamento nuevo y desconocido.
Una de las rutinas consiste en calibrar el caudal. Para ello, la rutina genera un conjunto de pequeños modelos 3D planos para imprimir, cada uno con un caudal diferente. La idea es examinar visualmente cada uno y determinar cuál es el más cercano al ideal. Luego, en una segunda pasada se ajusta el caudal exacto con una resolución más precisa.
Sin embargo, existe un problema. Normalmente es muy difícil discernir alguna diferencia importante entre las muestras de caudal impresas porque el patrón de extrusión es una serie de líneas paralelas. En muchos casos, parecen iguales, lo que hace que sea muy difícil determinar el caudal.
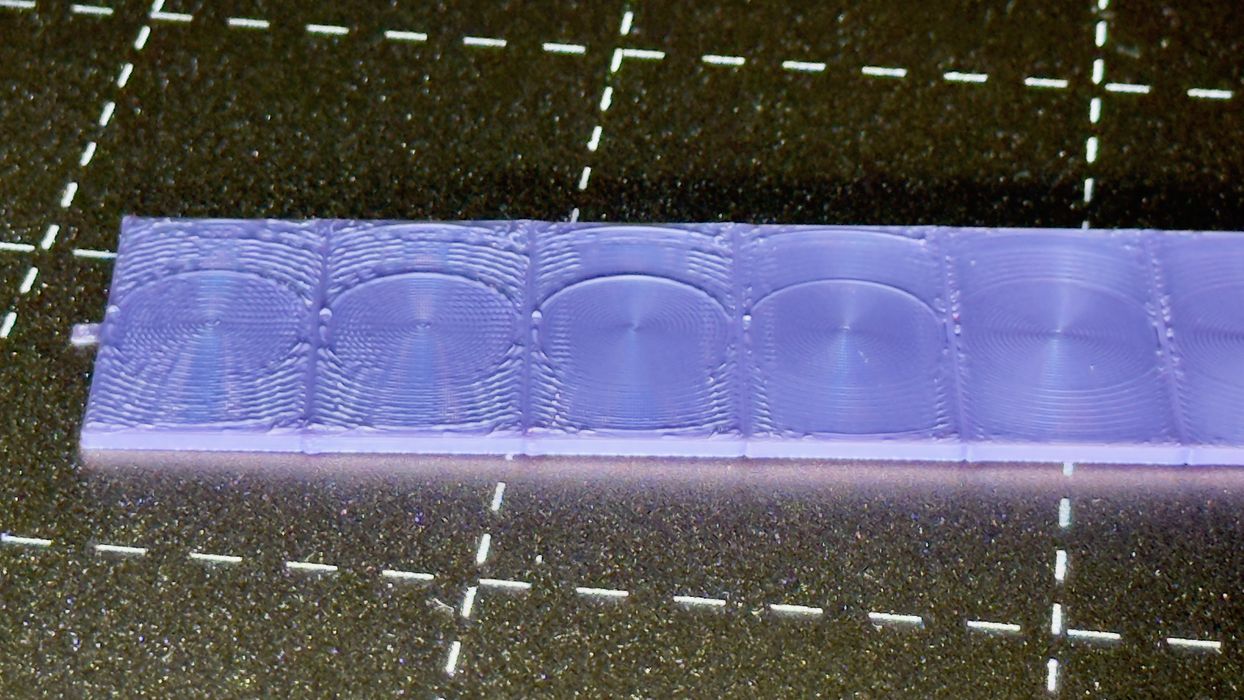
Presentamos la “Calibración de relación de flujo mejorada V3” del colaborador de MakerWorld, Jim Corner.
Corner ha desarrollado un proceso de calibración de caudal de dos pasos similar, pero en lugar de utilizar extrusiones lineales, son circulares. Explica por qué esto es importante:
“La superficie superior tiene un patrón de cuerdas de Arquímedes en lugar de monótonas, y el ancho de línea se incrementa a 0,6 mm, lo que hace que sea mucho más fácil determinar qué caudal es el mejor y eliminar las conjeturas”.
“Aquí, el patrón de cuerdas de Arquímedes y el ancho de línea más grande de 0,6 amplifican el efecto de la compactación entre líneas al inspeccionar el semicírculo derecho elevado. A medida que el caudal aumenta desde la parte inferior hasta la parte superior de las piezas de prueba, el caudal óptimo estaría en algún punto en el que comiencen a aparecer los semicírculos derechos elevados, ya que significa que las líneas comienzan a compactarse”. Trayectorias de extrusión circulares en un nuevo modelo 3D de calibración [Fuente: Fabbaloo] Arriba puedes ver una vista previa de GCODE que muestra este patrón circular. Otro gran cambio es que las muestras ahora están conectadas físicamente, lo que significa que no puedes dejarlas caer y mezclarlas. Imprimí el primer paso, como se muestra en la parte superior. Como puede ver, es mucho más fácil reconocer la configuración óptima. Los patrones circulares parecen desbordarse con mayor facilidad y eso es claramente visible.
Esta prueba de calibración realmente funciona mejor que las rutinas de calibración estándar, por lo que la usaré en el futuro (y usted también debería hacerlo).
Mi expectativa es que esta rutina de calibración mejorada de alguna manera encuentre su camino directamente hacia el software de corte, haciéndolo aún más fácil para todos.
En este video vamos a ver el nuevo relleno añadido en la nueva versión de Cura 4.12. Un relleno diferente que creo que puede ser útil para muchos casos y el cual os queremos enseñar en este video.
Es especialmente útil para casos de uso en los que necesita una pieza rápida y no se requiere resistencia en la pieza. La nueva configuración de relleno permite imprimir capas superiores sin problema, pero está optimizada para usar menos material y aumentar la velocidad de producción.
Es perfecto para modelos o prototipos rápidos aunque siempre tenemos la opción de jugar con los parámetros de perímetro para hacer un poco más resistente nuestras piezas.
Nota: Este nuevo relleno ha sido posible gracias a los usuarios de la comunidad de impresión 3D rburema y BagelOrb!
Estas son algunas de las preguntas que la gente tiene al empezar con la impresión 3D. La tecnología de impresión 3D utiliza procesos de fabricación aditivos, depositado de capa por capa, por lo que es fundamental tener en cuenta la cantidad de material y la velocidad a la que la depositas. En impresión 3D o existe una velocidad estándar, la velocidad exacta te lo dará la experiencia. Depende mucho de si la pieza es pequeña, grande, necesitas un acabado perfecto, es un prototipo rápido… y un largo etc. A parte de todo esto, hay que tener en cuenta muchas cosas de tu impresora 3D como por ejemplo, la mecánica, el extrusor o hotend que tengas.
En este video os enseñamos conceptos muy básicos pero que muchas personas pasan por alto cuando van a preparar un archivo 3D para imprimir. Quien no habrá escuchado alguna vez a un amigo o en un grupo de telegram, «pues mi Ender 3 imprime a 150mm/s».
No es raro ver como las retracciones se convierte en una de las mayores frustraciones cuando empezamos en impresión 3D y vemos esos hilos tan indeseados en nuestras piezas. Al fin y al cabo, estamos hablando de física pura y dura. El filamento se calienta a una temperatura para que pueda ser depositado en capa. Cuando la impresora necesita hacer un cambio de un punto de la pieza a otro, en ese momento de desplazamiento necesitamos hacer que nuestro filamento suba hacia arriba para que no gotee y deje esos molestos hilos.
✔️ ¿Qué es la retracción? Se llama «retracción» porque el filamento es retraido cuando hacemos desplazamientos sobre la pieza. Algunos de los parámetros importantes a tener en cuenta en las retracciones:
☑️ Distancia de retracción: esta configuración permite controlar la cantidad de filamento que retraemos hacia arriba. Normalmente entre 0.8mm y 5.5mm.
☑️ Velocidad de retracción: velocidad a la que retraemos el filamento.
☑️ Desplazamiento: velocidad a la que hacemos el cambio de un punto de la pieza a otra pieza.
Otro de los parámetros importantes a tener en cuenta, es el que explicamos en este video, el modo peinada. Este modo hace que podamos indicarle a Cura que esos desplazamientos los haga por el interior de la propia pieza en vez de hacerlos en los tramos más cortos. En algunas piezas es más útil que en otras, ¡ahora os toca experimentar!
En este nuevo video os contamos una nueva aplicación que me he encontrado y que no podía dejar de compartiros. Tenemos como invitado a Andy Gleadall, la persona que ha desarrollado la aplicación. Nos contará brevemente las diferentes estructuras que se pueden imprimir gracias a esta aplicación.
🟢 ¿Qué es un G-Code?
El G-Code (o código G, en castellano) es el nombre de un lenguaje de descripción de operaciones para máquinas de control numérico por ordenador (CNC) que puede ser usado también como lenguaje de programación para controlar estos dispositivos para simplificar operaciones utilizando, por ejemplo, bucles. El G-Code se almacena en formato texto, es decir, puede leerse (y modificarse) con un editor de texto plano aunque lo más habitual es que se genere y se visualice desde una aplicación de modelado y/o fabricación 3D o alguna herramienta o accesorio específico.
🟢 ¿Qué es FullControl GCode designer?
Se trata de una forma diferente de poder crear GCODE para nuestras impresoras 3D. Los laminadores actuales son potentes a día de hoy, pero tienen muchas limitaciones a la hora de poder laminar un archivo 3D complejo. Con Fullcontrol GCode tenemos el control absoluto de todo el código, imagina poder imprimir cosas inimaginables. Es una aplicación muy útil para todas aquellas personas que estéis realizando investigación para poder imprimir diferentes polímeros, hidrogeles o temas de bioimpresión 3D.
Con FullControl GCode Designer, puedes describir las rutas de impresión utilizando una variedad de tipos de características, similar al CAD para el modelado 3D. A diferencia del CAD, tiene la posibilidad de definir todos los aspectos del proceso de impresión para cada línea … dirección, velocidad, tasa de extrusión, aceleración, número de herramientas y cualquier otra cosa que desees. Esto incluye incluso la descripción paramétrica de cadenas GCode no geométricas.
FullControl ha evolucionado iterativamente para hacer que este proceso de diseño sea alcanzable incluso para estructuras con miles o millones de líneas de GCode.
El enfoque de diseño de FullControl GCode designer permite libertad para:
– Rutas de impresión no planas (por ejemplo, zigzags)
– Rutas de impresión continuas y ordenadas (por ejemplo, para materiales difíciles de imprimir)
– Estructuras previamente inimaginables
Es completamente gratuito y de código abierto, por lo que todo lo que necesitas para usarlo es Excel. Puedes abrir la hoja de calculo y generar su GCode de inmediato.
En este video os enseño como aplicar texturas personalizas a cualquier archivo STL a partir de una imagen. Con IdeaMaker Texture, es posible omitir el procesamiento con programas de diseño 3D y generar una textura 3D directamente a partir de una imagen 2D para aplicar la superficie al modelo STL. IdeaMaker utiliza su propio programa para convertir automáticamente cualquier imagen en una textura 3D para poder imprimirla con nuestra impresora 3D con un acabado de superficie único.
¿Para qué se puede aplicar ?
IdeaMaker puede convertir fácilmente cualquier imagen 2D en textura 3D en la superficie de un modelo 3D o STL. Esto permite probar una cantidad ilimitada de imágenes para una amplia gama de apariencias únicas. Esto es útil para cualquier escenario que requiera personalización, por ejemplo, para realizar regalos o publicidad diferente con un diseño 3D que tengamos.
Beneficio
IdeaMaker Texture es fácil de usar y ahorra una cantidad significativa de tiempo en comparación con los requisitos y procedimientos de modelado convencionales. Las texturas se pueden modificar aplicando una imagen 2D y cambiando algunas configuraciones. Esta función fácil de usar brinda a quienes aún están aprendiendo habilidades de modelado la posibilidad de personalizar la superficie de un objeto imprimible en 3D con una textura. Hay tambien disponible un banco de texturax en la biblioteca IdeaMaker que proporciona unas muestras de posibilidades y donde el usuario puede importar una imagen de textura desde una biblioteca en línea a ideaMaker con un solo clic, además de tener la opción de cargar una imagen local desde nuestro PC. Texture es fácil de usar y solo se necesitan unos pocos pasos para generar la textura 3D en un modelo imprimible. Todo lo que se necesitas es importar un .STL en IdeaMaker 4.1.0, luego hacer clic en el ícono Textura en la barra de herramientas y elegir una imagen. Luego, ajusta el mapeo de texturas y el número de duplicados hasta lograr los parámetros deseados. Después de eso, lamina el archivo y ¡a imprimir con tu impresora 3D! ¡La imaginación no tiene limites!
Empecemos por las definiciones. Todos, en mayor o menor medida, hemos visto en FDM las esquinas de nuestras piezas levantadas, perdiendo el contacto con la base de impresión. A eso se le llama warping.
Durante el proceso de impresión 3D el warping hará que la pieza pierda contacto con la base de impresión, por lo que será más sencillo que se nos despegue de la base y nos obligue a volver a empezar de 0. A nivel estético nos afectará, pero sobre todo a nivel técnico puede ocasionarnos problemas. Si la pieza debe encajar en algún sitio, sus dimensiones deben ser concretas o su resistencia es clave, debemos tomar cartas en el asunto, realizar los cambios oportunos e imprimir de nuevo en condiciones. En este video os enseñamos una forma muy sencilla de aplicar a esas grandes y temidas piezas con esquinas un sencillo truco para evitar el warping en nuestras impresiones.
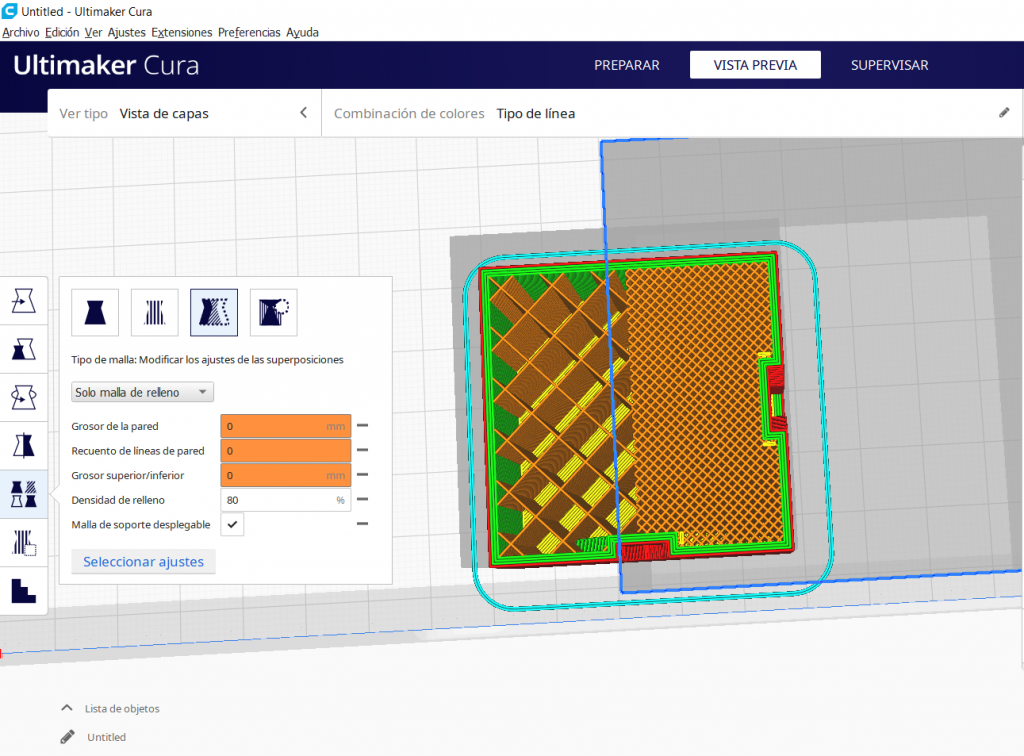
En este post os vamos a hablar de unos ajustes ocultos que seguramente no habías visto para poder utilizar en Cura de Ultimaker. Se trata de poder realizar por ejemplo un relleno diferente en cada parte de una pieza donde nosotros le indiquemos. Y no, no hablamos del gradual infill, hablamos de por ejemplo partir una cubo en 4 trozos y poder poner en cada 1/4 parte de ese cubo un relleno incluso un patrón diferente de relleno.
Ejemplo de pieza dividida por la mitad con 2 rellenos y patrones diferentes
¿Y como haces eso? Si, parece magia pero es muy sencillo de hacer. Solo necesitas instalar un plugin desde el marketplace de Cura y listo, ¡ahora serás un superman laminando con Cura!
Acceso al marketplace de Cura Ultimaker
Para ello, os hemos preparado un video donde os explicamos todo en detalle, puedes verlo al final de este post.
¡Espera! ¡Todavía hay más!
Seguramente, y muy poca gente lo sabe, con este plugin además podrás además colocar soportes donde tu los necesites. En su idea original además, esta diseñada para eso, poder hacer soportes avanzados muchos más personalizados y menos costosos de quitar.
Pues poco más tengo para contarte. Si quieres conocer más en detalle todo esto que te cuento, que mejor que ver nuestro tutorial donde vas a poder seguir paso a paso todo. Y recuerda, si quieres que te contemos todas estos truquillos no olvides de suscribirte aquí: https://cutt.ly/Frqu24b










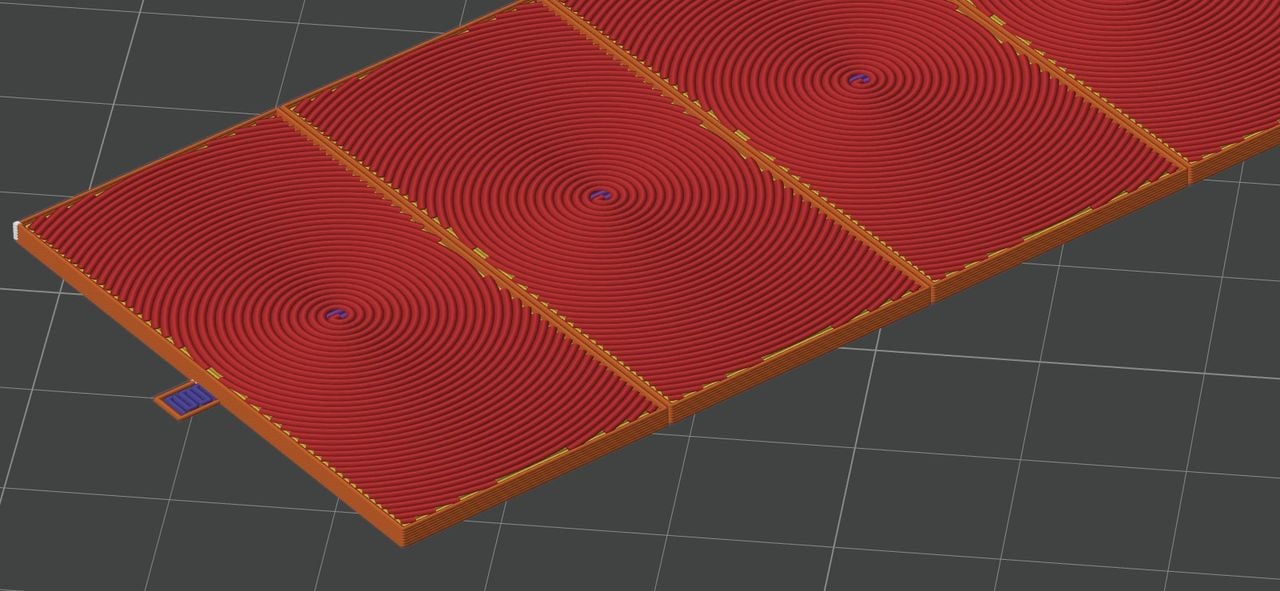 Trayectorias de extrusión circulares en un nuevo modelo 3D de calibración [Fuente: Fabbaloo]
Trayectorias de extrusión circulares en un nuevo modelo 3D de calibración [Fuente: Fabbaloo]