









Diferencias fácilmente visibles en un nuevo modelo 3D de calibración de flujo [Fuente: Fabbaloo]
Hay un nuevo calibrador de flujo interesante disponible que parece funcionar mejor que otros.
La calibración del flujo ha adquirido mucha más importancia en los últimos años. Con equipos más avanzados capaces de imprimir piezas de precisión, la calidad del filamento importa mucho más que antes. Esto también se aplica al caudal, que determina la cantidad de material que se extruye.
Si el caudal es demasiado alto, se verán manchas y trozos adicionales en la impresión, lo que estropeará la calidad de la superficie. Si es demasiado bajo, se verán huecos que no solo podrían estropear el acabado, sino también debilitar la pieza. El caudal es muy importante.
Antes, la calibración del caudal adecuado para una impresora 3D determinada y la combinación de materiales era un proceso bastante manual y muy pocos operadores de impresoras 3D se molestaban en hacerlo. Sin embargo, con la introducción de funciones de calibración automatizadas en SuperSlicer, las cosas cambiaron.
SuperSlicer introdujo varias rutinas de calibración para ajustar la temperatura, el caudal, la retracción y más. Estas funciones fueron tan populares que fueron adoptadas por otras cortadoras, la más notable de las cuales fue OrcaSlicer.
He utilizado las funciones de calibración de OrcaSlicer muchas veces y siempre ayudan a refinar la calidad de impresión, particularmente cuando se utiliza filamento nuevo y desconocido.
Una de las rutinas consiste en calibrar el caudal. Para ello, la rutina genera un conjunto de pequeños modelos 3D planos para imprimir, cada uno con un caudal diferente. La idea es examinar visualmente cada uno y determinar cuál es el más cercano al ideal. Luego, en una segunda pasada se ajusta el caudal exacto con una resolución más precisa.
Sin embargo, existe un problema. Normalmente es muy difícil discernir alguna diferencia importante entre las muestras de caudal impresas porque el patrón de extrusión es una serie de líneas paralelas. En muchos casos, parecen iguales, lo que hace que sea muy difícil determinar el caudal.
Presentamos la “Calibración de relación de flujo mejorada V3” del colaborador de MakerWorld, Jim Corner.
Corner ha desarrollado un proceso de calibración de caudal de dos pasos similar, pero en lugar de utilizar extrusiones lineales, son circulares. Explica por qué esto es importante:
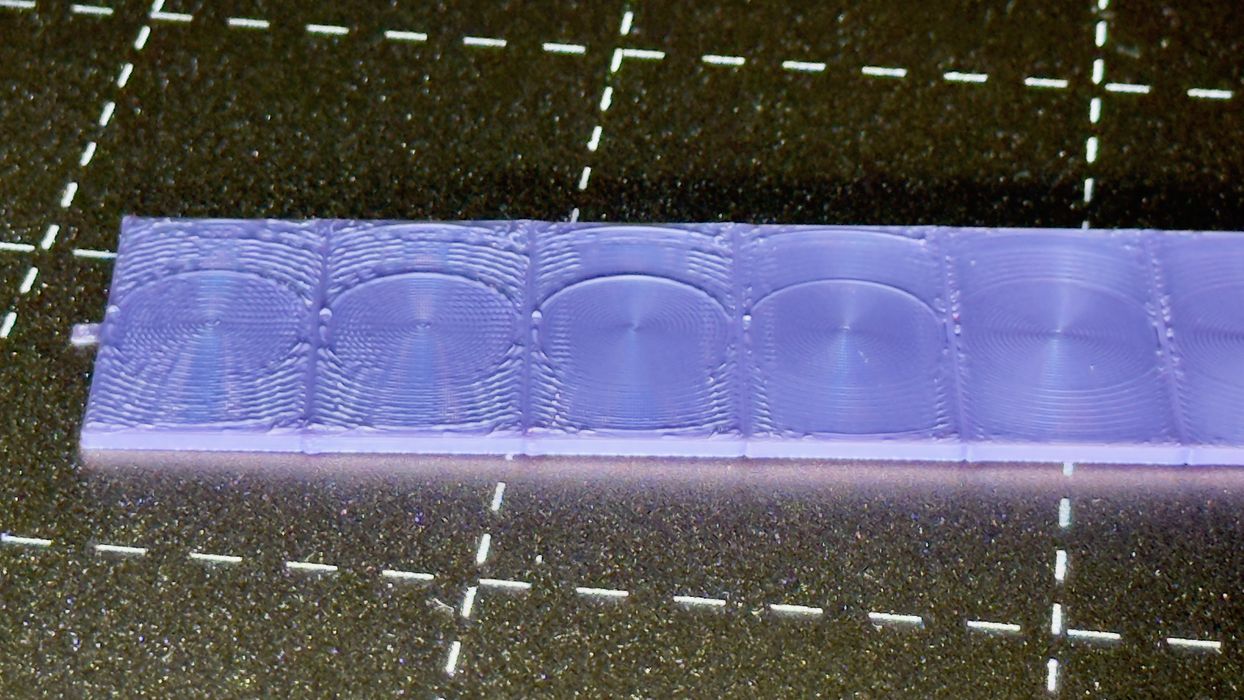
“La superficie superior tiene un patrón de cuerdas de Arquímedes en lugar de monótonas, y el ancho de línea se incrementa a 0,6 mm, lo que hace que sea mucho más fácil determinar qué caudal es el mejor y eliminar las conjeturas”.
“Aquí, el patrón de cuerdas de Arquímedes y el ancho de línea más grande de 0,6 amplifican el efecto de la compactación entre líneas al inspeccionar el semicírculo derecho elevado. A medida que el caudal aumenta desde la parte inferior hasta la parte superior de las piezas de prueba, el caudal óptimo estaría en algún punto en el que comiencen a aparecer los semicírculos derechos elevados, ya que significa que las líneas comienzan a compactarse”.Trayectorias de extrusión circulares en un nuevo modelo 3D de calibración [Fuente: Fabbaloo]
Arriba puedes ver una vista previa de GCODE que muestra este patrón circular.
Otro gran cambio es que las muestras ahora están conectadas físicamente, lo que significa que no puedes dejarlas caer y mezclarlas.
Imprimí el primer paso, como se muestra en la parte superior. Como puede ver, es mucho más fácil reconocer la configuración óptima. Los patrones circulares parecen desbordarse con mayor facilidad y eso es claramente visible.
Esta prueba de calibración realmente funciona mejor que las rutinas de calibración estándar, por lo que la usaré en el futuro (y usted también debería hacerlo).
Mi expectativa es que esta rutina de calibración mejorada de alguna manera encuentre su camino directamente hacia el software de corte, haciéndolo aún más fácil para todos.
Vía MakerWorld
